
Каталог товаров
- СТАНКИ ДЛЯ ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА
- Борфрезы
- Масла и СОЖ
- Клей для производства
- Корончатые сверла
- ЛЕНТОЧНОПИЛЬНЫЕ СТАНКИ
- ВАЛЬЦОВОЧНОЕ ОБОРУДОВАНИЕ
- Сверлильные станки
- МАГНИТНЫЕ СВЕРЛИЛЬНЫЕ СТАНКИ
- МАТРИЦЫ И ПУАНСОНЫ ПРОБИВНОЙ ИНСТРУМЕНТ
- ПРЕССЫ ЛИСТОГИБОЧНЫЕ ГИДРАВЛИЧЕСКИЕ С ЧПУ
- ГИЛЬОТИНЫ
- ЗАТОЧНЫЕ СТАНКИ KAINDL
- ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ МЕТАЛЛА
- КОМПРЕССОРЫ И ОБОРУДОВАНИЕ ПОДГОТОВКИ ВОЗДУХА
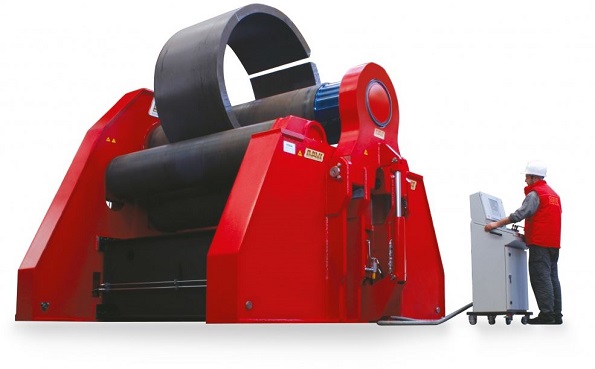
Вальцы серии MCB

Гидравлические 4-х валковые вальцы серии MCB
Самые современные 4-х валковые листогибыы DAVI серии MCB для вальцовки листов толщиной от 15-20 мм до 80-100 мм и более. Точная, простая, интуитивная и быстрая (до 6 метров в минуту) машина является самой высокотехнологичной машиной на рынке в среднем классе. Нет необходимости перед вальцовкой делать предзагиб обоих краев листа, как это делается на любой трехвалковой машине. Все операции выполняются за один проход. Цилиндр может быть получен, включая предзагиб обоих краев, за один проход. Для получения готового изделия оператору достаточно выбрать положение каждого бокового валка.
Валки устанавливаются на подшипниках с высокой допускаемой динамической нагрузкой, что обеспечивает минимальное трение и равномерное вращение валков при работе станка, как при минимальной, так и при максимальной нагрузке. Для обеспечения постоянной смазки и защиты от внешних загрязнений подшипники установлены в водонепроницаемом корпусе с консистентной смазкой на весь срок службы. Гидравлические приводы центральных валков сдвоены с планетарными редукторами. Поскольку планетарные редукторы установлены непосредственно на валках, не происходит потери мощности. Электронная система контроля обеспечивает абсолютную параллельность валков. Использование передовых цифровых технологий и комплекса гидравлических устройств создают уникальную систему, обеспечивающую высочайший уровень точности.
Стандартное исполнение:
Высокопрочный стальной корпус машины
Электронный контроль параллельности SERVO-TRONIC снижает погрешность при изготовлении деталей, электронная система гарантирует точность работы на многие годы.
Боковые валы движутся по круговой траектории (технология PSG), что позволяет снизить энергозатраты при гибке, а также уменьшает спрямленный участок на концах детали, дает возможность получить меньший внутренний радиус (Ømin=Øверхнего вала x 1,1).
Система защиты от ошибок в комплексе «Roll By Wire»
Крышка верхнего вала контролируется с помощью панели управления для того, чтобы легко освобождать гибочный материал и поднимать верхний валок.
Машина не требует смазки за счёт использования закрытых подшипников (технология PLT),
Индукционная закалка поверхности валов до твердости 50-62 HRC, а также их шлифовка и полировка.
| Модель* | Рабочая длина валов | Толщина вальцовки** | Толщина подгибки** | Ø верхнего вала | Ø нижнего вала | Мощность |
| мм | мм | мм | мм | мм | л.с. | |
| MCB 2024 | 2050 | 16 | 13 | 240 | 230 | 15 |
| MCB 2027 | 2050 | 20 | 16 | 270 | 250 | 20 |
| MCB 2029 | 2050 | 25 | 20 | 290 | 270 | 20 |
| MCB 2033 | 2050 | 32 | 28 | 330 | 310 | 30 |
| MCB 2037 | 2050 | 40 | 36 | 370 | 340 | 40 |
| MCB 2041 | 2050 | 50 | 42 | 410 | 370 | 60 |
| MCB 2527 | 2550 | 15 | 12 | 270 | 250 | 15 |
| MCB 2533 | 2550 | 22 | 18 | 330 | 300 | 20 |
| MCB 2535 | 2550 | 28 | 25 | 350 | 330 | 30 |
| MCB 2539 | 2550 | 36 | 32 | 390 | 360 | 40 |
| MCB 2545 | 2550 | 45 | 38 | 450 | 410 | 60 |
| MCB 3028 | 3100 | 13 | 10 | 280 | 260 | 15 |
| MCB 3030 | 3100 | 15 | 12 | 300 | 280 | 15 |
| MCB 3034 | 3100 | 20 | 16 | 340 | 310 | 20 |
| MCB 3037 | 3100 | 25 | 22 | 370 | 340 | 30 |
| MCB 3041 | 3100 | 34 | 30 | 410 | 380 | 40 |
| MCB 3045 | 3100 | 40 | 35 | 450 | 410 | 60 |
| MCB 3053 | 3100 | 52 | 45 | 530 | 490 | 75 |
| MCB 3060 | 3100 | 70 | 58 | 600 | 550 | 100 |
*В таблице представлены не все доступные модели
**Параметр указан при гибке стали с пределом текучести 240 Н/мм2 при ширине листа равной длине вала и Ø=5хØверхнего вала
Системы контроля и индикации
 | Устройство индикации положения боковых валов |
 | КОНТРОЛЛЕР DAVI«EASYPRO» Контроллер записывает координаты боковых валов и запоминает их, координаты при необходимости можно откорректировать вручную. Все движения активируются кнопкой СТАРТ, а вращение осуществляется посредством наклона джойстика Описание: - Контролер и все кнопки управления встроены в переносную панель на колесах - Графический монохромный дисплей 5” - Контроль 4 осей: Вертикальное движение боковых валов (X-Y), наклон валов (KX-KY). - Память на 100 программ (24 шагов в каждой) - Порт RS232 |
 | КОНТРОЛЛЕРЫDAVI «SMART BASIC/PRO» (продолжение технологии Roll-by-Wire) Для серийного производства одной детали достаточно выполнить первую в ручном режиме в это время контроллер записывает координаты валов и запоминает программу (режим Teach-In), которую при необходимости можно откорректировать вручную. Версия PRO имеет собственный алгоритм расчета программы по заданным параметрам и характеристикам (режим Aided Program – Режим Шаблонов). Также можно создать программу в ручном режиме по координатам движения валов (режим Editor). Для вальцовки в один проход возможности машины необходимо принимать как 60-70% от технических характеристик, т.е. способности машины должны приниматься с коэффициентом 0,6-0,7. Описание: - Контролер и все кнопки управления встроены в переносную панель на колесах - Графический дисплей 5.2” - Клавиатура для простого ввода программ EDITOR - Контроль 9 осей: Вертикальное движение нижнего и боковых валов (X-Y-W), наклон валов (KX-KY-KW), давление зажима (P01), вращение (S) крышка верхнего вала (O).
|
 | ЧПУ DAVILEONARDO разработан для клиентов которым необходим быстрый и гибкий переход от чертежей к рабочей программе. LEONARDO позволяет создавать рабочие программы для цилиндров, а так же более сложных деталей с несколькими радиусами (эллипсы, танки и пр.): 1) По шаблонам программы ЧПУ, простым вводом данных листа и конечной детали. Программа ЧПУ автоматически произведет все расчеты и создаст полную программу гибки. 2) Пошаговым вводом произвольной формы (длина-радиус). В дальнейшем производится тестирование программы и корректировка (в случае необходимости). Чтобы вальцевать множество идентичных листов и деталей, оператору достаточно просто нажать кнопку "СТАРТ", и вся последовательность движений будет автоматически выполнена под контролем ЧПУ (если материал или размеры отличаются, то может быть сделана ручная корректировка). Автоматический расчет производится для гибки в одни проход (60-70% от максимальной способности машины), в режиме Editor (ввод координат перемещений оператором) могут быть созданы и программы гибки в несколько проходов. ОПИСАНИЕ: - 15” TFT цветной полноцветный дисплей, 17 алфавитно-цифровых названий программы. - Клавиатура для простого ввода программ EDITOR - Контроль 8 осей: Вертикальное движение нижнего и боковых валов (X-Y-W), наклон валов (KX-KY), давление зажима (P01), вращение (S) крышка верхнего вала (O). - Неограниченное количество дополнительных осей: Верхняя поддержка (V) и/или левая и/или правая боковые поддержки (SL-SR), подающий стол и др. - Память на 5000 программ - Процессор Industrial INTEL PENTIUM™ - Порты RS232, 2 USB, Ethernet, Compact Flash |
 | Пакет интерполяции для мультирадиусных форм. Пакет включает пропорциональные клапаны, управляемые с помощью электроники, для синхронизации переменной скорости 2-х осей: подача листа и гибка. |
| Дистанционный сервис (соединение с сервисным центром DAVI посредством модема для анализа ошибок, диагностики, помощи и обновления программного обеспечения) |
Дополнительное оборудование
 | Пакет для гибки конусов включающий специальный упор, а также наклон боковых валов управляемый с контрольной панели |
 | Центральная поддержка: защита от прогиба листа под собственным весом и нахлестки листа в процессе вальцовки. Имеет гидравлический привод и защиту от перегрузки. |
 | Центральная поддержка с наклонным суппортом для гибки танков со сложным сечением: защита от прогиба листа под собственным весом и нахлестки листа в процессе вальцовки. Имеет гидравлический привод и защиту от перегрузки. |
 | Боковая поддержка для цилиндров и конусов, Предотвращает раскрытие конусов и обечаек на больших диаметрах. |
 | Для удобства подачи листа DAVI предлагает приводные столы 2,4,6,8…14 метров. |
 | Наклонные столы 12 или 14 метров облегчают протяжку длинных и тяжелых листов между валами машины, а также поддерживают лист на этапе поддержки в оптимальном положении, что значительно сказывается на качестве конечной детали |
 | Устройства центровки листа предназначены для выравнивания листа относительно валов и представляют собой ряд гидравлических толкателей. |
Специальные системы
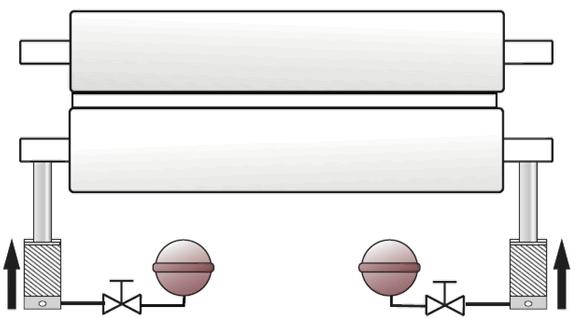
| ГИДРАВЛИЧЕСКИЕ АККУМУЛЯТОРЫ НИЖНЕГО ВАЛА
|
| При вальцовке листов имеющих отклонения по толщине или сварочные швы возможно повреждения валов и машины, для того чтобы избежать повреждений, разработана система: у нижнего вала имеются два небольших масляных аккумулятора забирающие излишек масла гидравлической системы, тем самым немного опуская нижний вал. После возвращения к номинальной толщине листа масло возвращается обратно в цилиндры. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
КОМПЕНСАЦИЯ ПРОГИБА
 | Базовое исполнение (сильное отклонение). |
 | Прогиб нижнего вала скомпенсирован небольшими суппортами, установленными на базовую машину. |
 | Динамическая компенсация прогиба обоих валов под действием мощных цилиндров на усиленной и модифицированной машине |