
Каталог товаров
- СТАНКИ ДЛЯ ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА
- Борфрезы
- Масла и СОЖ
- Клей для производства
- Корончатые сверла
- ЛЕНТОЧНОПИЛЬНЫЕ СТАНКИ
- Сверлильные станки
- МАГНИТНЫЕ СВЕРЛИЛЬНЫЕ СТАНКИ
- МАТРИЦЫ И ПУАНСОНЫ ПРОБИВНОЙ ИНСТРУМЕНТ
- ПРЕССЫ ЛИСТОГИБОЧНЫЕ ГИДРАВЛИЧЕСКИЕ С ЧПУ
- ГИЛЬОТИНЫ
- ЗАТОЧНЫЕ СТАНКИ KAINDL
- ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ МЕТАЛЛА
- КОМПРЕССОРЫ И ОБОРУДОВАНИЕ ПОДГОТОВКИ ВОЗДУХА
Токарные автоматы продольного точения (“Swiss type”) с ЧПУ

{kind=link}
{kind=link}
Производитель: GOODWEY (Тайвань)
Сайт компании: www.goodwaycnc.com
Станки предназначены для крупносерийного и массового производства деталей в автоматическом цикле из прутка различных материалов, таких как сталь, алюминий, медь, титан и т. д. На станках могут производиться токарные и фрезерные операции, сверление и нарезание резьбы. Станки данного типа требуют заготовки в виде качественного прутка с допуском на диаметр до 0,1 мм и прямолинейностью не хуже 0,5 мм на длине 1 метр. Возможность установки противошпинделя и приводного инструмента значительно расширяют технологические возможности оборудования. Станки могут работать с круглым и шестигранным прутком, а также прутком других форм.
Оборудование производителя GOODWAY
Тайваньская компания Goodway Machine Corp. была основана в 1975 году и является крупнейшим и наиболее успешным производителем современных токарных обрабатывающих центров на Тайване. Goodway Machine Corp. входит в группу компаний Goodway Group – самую крупную машиностроительную группу на Тайване, в которую также входят такие производители, как Awea Mechantronic Co., Ltd. (тайваньский производитель обрабатывающих центров), Yama Seiki USA. Inc. (торговый дом в США) и Extron (тайваньский производитель обрабатывающих центров). На сегодняшний день группа компаний насчитывает более 1 100 человек с производственными площадками в Тайване, Китае (ориентированная на китайский рынок) и торговым домом в США. Президент группы компаний Mr. Edward Yang является почетным президентом ассоциаций станкостроителей Тайваня TMBA (Taiwan Machine Tool and Accessory Builders Association) и ассоциации производителей индустриального парка в г. Тайчунг.

Непосредственно в Goodway Machine Corp. работает около 400 человек. Основная производственная площадка находится в индустриальном парке в г. Тайчунг. Философия компании – разработка и производство высокоточных и качественных токарных обрабатывающих центров, отвечающих современным требованиям и тенденциям машиностроения и оптимизированных в отношении цены/качества. 42-летний опыт компании, сотрудничество с ведущими исследовательскими организациями, в частности, с национальным университетом National Chengchi University, инвестиции в подготовку кадров позволяют компании Goodway Machine Corp. занимать лидирующие позиции среди станкостроителей Тайваня и с уверенностью смотреть в будущее.
Ежегодный объем производства составляет около 1500 станков, из которых более 85% экспортируются в различные страны мира, в том числе и в страны с хорошо развитой станкостроительной отраслью, такие как Германия, Япония, США и т. д. По результатам 2014 года около 18% произведенных станков были поставлены на американский рынок, 25% — в страны Европы, 14% отгружено в Китай, 11% — на местный тайваньский рынок и около 30% — в страны Ближнего Востока и азиатские страны, за исключением Китая. Компания Goodway Machine Corp. гордится профессиональной и слаженной командой дилеров и сервисных центров, которых насчитывается около 60 в 43 странах мира.
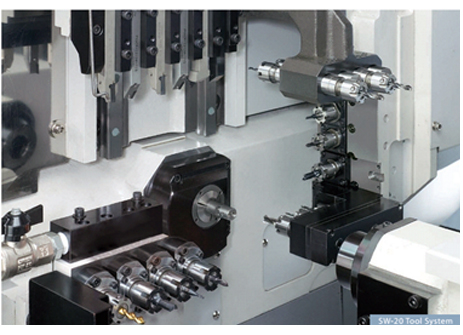
Конструктивные особенности
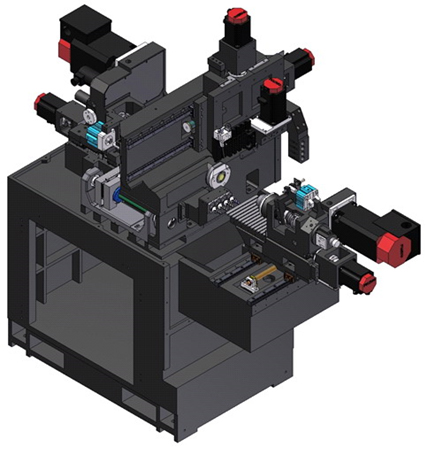
Автоматы продольного точения серий SW и SD имеют широко используемую в станках такого назначения компоновку с линейным расположением инструмента для наружного точения, блоком неприводного осевого инструмента на кронштейне, подвижным по оси Z шпинделем, вращающейся поддерживающей цангой. Прямая передача в трансмиссии привода главного движения серии SW позволяет полностью реализовать возможности двигателя как по скорости, так и по крутящему моменту. Данное сочетание конструктивных решений позволило семействам SW и SD достичь оптимальных значений соотношения цена/качество и удовлетворить потребности широкого круга заказчиков.
Станина, передняя бабка и детали суппорта цельнолитые из специализированного чугуна класса Meehanite (Тайвань). Литые элементы проходят процедуру искусственного и естественного старения. Суммарное время процесса искусственного старения составляет 32 часа.
Применяемая технология искусственного старения:
- нагрев в течение 2 часов до 400°С с последующей выдержкой в течение 1 часа;
- нагрев в течение 3 часов от 400 до 580°С;
- выдержка при температуре 580°С в течение 4,5 часов;
- охлаждение со скоростью 50°С/час от 580 до 430°С;
- естественное охлаждение от 430°С до температуры окружающей среды.
После искусственного старения все отливки проходят естественное старение в течение 3−6 месяцев.
Механическая обработка отлитых компонентов производится на фрезерных станках OKUMA, Mitsui Seiki, YASDA. Привалочные плоскости основных узлов проходят процедуру шабрения, благодаря чему достигается высокая точность и жесткость конструкции.
Обработка ответственных отверстий передней бабки производится на прецизионном расточном станке YASDA в условиях термостатированного помещения. После сборки станок поступает на тестовый стенд, где в течение 24 часов контролируются температура, уровень шума и вибрации при различных режимах и нагрузках с занесением результатов в базу данных.
Шарико-винтовые пары (ШВП) по обеим линейным осям собраны с преднатягом и имеют прямой привод от двигателя через муфту. Ошибки шага ШВП измеряются с использованием лазерной системы производства Agilent Technologies (США), корректирующие значения заносятся в память систему ЧПУ.
| МОДЕЛЬ | SD-16 | SD-20 | SW-20 | SW-32 | SW-42 | |
| РАБОЧАЯ ЗОНА СТАНКА | ||||||
| Максимальный диаметр наружного точения, мм | Ø16 | Ø20 | Ø20 | Ø32 | Ø42 | |
| Максимальный ход подающей цанги (макс. перемещение по оси Z1), мм | с поддерживающей цангой | 175 | 175 | 207 | 315 | 110 (Bushless) |
| без поддерживающей цанги | - | - | 120 | 315 | ||
| СУППОРТ НАРУЖНОГО ТОЧЕНИЯ | ||||||
| Количество инструментов | 6 / 5 (Opt.) | 6 | 6 | 6 | 5 | |
| Сечение державки инструмента, мм | 12 | 12 | 12 | 16 | 20 | |
| СУППОРТ ОСЕВОГО ИНСТРУМЕНТА | ||||||
| Количество инструментов | 4 | 4 | 4 | 4 | 5 | |
| Система зажима инструмента | ER 16 | ER 16 | ER 16 | ER 20 | ER 20 | |
| Максимальный диаметр сверления, мм | Ø10 | Ø10 | Ø10 | Ø13 | Ø13 | |
| Максимальный диаметр внутренней резьбы | M8 × P1,25 | M8 × P1,25 | M8 × P1,25 | M12 × P1,75 | M12 × P1,75 | |
| УЗЕЛ ПРИВОДНОГО ИНСТРУМЕНТА | ||||||
| Количество инструментов | 2 / 3 (Opt.) | 4 | 5 ~ 10 | 5 ~ 10 | 4 ~ 6 | |
| Максимальная скорость вращения инструмента, об/мин | 8 000 | 6 000 | 8 000 | 6 000 | 6 000 | |
| Мощность привода инструмента, кВт | 0,4 | 1,4 | 1,2 | 1,4 | 1,4 | |
| Система зажима инструмента | ER 11 | ER 16 | ER 16 | ER 20 | ER 20 | |
| Максимальный диаметр сверления, мм | Ø6 | Ø8 | Ø8 | Ø10 | Ø10 | |
| Максимальный диаметр внутренней резьбы | M5 × P0,8 | M6 × P1,0 | M6 × P1,0 | M8 × P1,25 | M8 × P1,25 | |
| Максимальный диаметр фрезы, мм | Ø7 | Ø7 | Ø10 | Ø13 | Ø13 | |
| ШПИНДЕЛЬ | ||||||
| Максимальная скорость вращения шпинделя, об/мин | 10 000 | 10 000 | 10 000 | 7 000 | 6 000 | |
| Мощность привода (постоянная / в течение15 мин), кВт | 2,2 / 3,7 | 2,2 / 3,7 | 2,2 / 3,7 | 5,5 / 7,5 | 5,5 / 7,5 | |
| Индексация на главном шпинделе (СS-ось) | 0,088º | 0,088º | 0,001º | 0,001º | 0,001º | |
| КОНТРШПИНДЕЛЬ | ||||||
| Максимальный диаметр наружного точения в контршпинделе, мм | Ø16 | Ø20 | Ø20 | Ø32 | Ø42 | |
| Максимальная длина отверстия в контршпинделе, мм | 80 | 80 | 80 | 130 | 110 | |
| Максимальный вылет заготовки в контршпинделе, мм | 30 | 30 | 30 | 50 | 50 | |
| Максимальная скорость вращения контршпинделя, об/мин | 8000 | 8000 | 8000 | 7000 | 6000 | |
| Индексация контршпинделя (осьС), ° | − | − | 0,001 | 0,001 | 0,001 | |
| Мощность привода (постоянная / в течение15 мин), кВт | 0,55/1,1 | 1,5/2,2 | 1,5/2,2 | 2,2/3,7 | 3,7/5,5 | |
| СУППОРТ ДЛЯ ОБРАБОТКИ ЗАДНЕЙ ЗОНЫ | ||||||
| Количество инструментов | 4 | 4 | 4 | 4 | 4 | |
| Максимальный диаметр сверления осевыми инструментом, мм | Ø8 | Ø8 | Ø8 | Ø13 | Ø13 | |
| Максимальный диаметр сверления приводным инструментом, мм | − | − | Ø5 | Ø6 | Ø6 | |
| Максимальный диаметр нарезания резьбы осевым инструментом, мм | М6×1,0 | М6×1,0 | М6×1,0 | М6×1,0 | М6×1,0 | |
| Максимальный диаметр нарезания резьбы приводными инструментом, мм | − | − | М4×0,7 | М5×0,8 | М5×0,8 | |
| Максимальная скорость вращения приводного инструмента, об/мин | − | − | 8000 | 5000 | 5000 | |
| Мощность привода инструмента, кВт | − | − | 0,4 | 0,75 | 0,75 | |
| ОБЩИЕ ДАННЫЕ | ||||||
| Скорость перемещения по осям, ммин | 30 | 30 | 30 | 30 | 30 | |
| Система ЧПУ | FANUC 0i-T | FANUC 0i-T | FANUC 31i | FANUC 31i | FANUC 0i-T | |
| Емкость СОЖ, л | 140 | 140 | 150 | 170 | 170 | |
| Габаритные размеры станка (с закрытым ограждением), мм | 2 065×1 355×1 830 | 2 385×1 250×1 730 | 2 915×1 645×1 795 | 2 880×1 375×1 940 | ||
| Вес нетто, кг | 2 000 | 2 100 | 2 300 | 3 200 | 3 300 | |
Базовая комплектация станка
- Система ЧПУ Fanuc 0i-T с 8,4" цветным LCD-дисплеем.
- 6-позиционный резцовый блок для наружного точения (SW-42 – 5 поз.).
- 4-позиционный блок осевого инструмента (без привода инструмента).
- Блок приводного инструмента (серия SW).
- Стандартный комплект инструментальной оснастки.
- Вращающийся узел люнетной цанги.
- Противошпиндель (серия SW) с приводным инструментальным блоком.
- Трансформатор.
- Устройство подачи прутка (3 м).
- Комплект документации на станок: руководство по эксплуатации станка на русском и английском языках; руководство по эксплуатации системы ЧПУ Fanuc, техобслуживанию ЧПУ, по параметрам ЧПУ на русском языке; сборник электрических схем на английском языке; схема PLC (программируемый логический контроллер) на английском языке.
- Запасные части к станку (комплект ремней, предохранители, кнопки).
Дополнительная комплектация станка
- 5-, 6-позиционные резцовые блоки для наружного точения (серия SD с изменением квадрата хвостовика).
- Системы привода инструмента (серия SD).
- Блоки приводного инструмента (осевые, радиальные, специальные).
- Противошпиндель (серия SD).
- Ось XB для противошпинделя.
- Оси С (Сs) для главного шпинделя и противошпинделя.
- Системы выгрузки деталей сквозь противошпиндель (для длинномерных деталей).
- Насосы СОЖ высокого давления (55 и 75 бар).
- Системы удаления масляного тумана.
- Цанги, люнетные цанги.
- Устройства подачи прутка и осна